
О получении энергии из сточных вод
15 июля 2011 года в Минске состоялся организованный компанией EventMedia круглый стол – форум «Проектирование, строительство и эксплуатация очистных сооружений. Применение новейших технологий и реагентов». Среди прочих на нем выступил руководитель проектов компании «Пенеко» Константин ЧЕРНЫШЕВ. Далее – изложение письменной версии его сообщения.
В настоящее время перед промышленными предприятиями остро стоит проблема очистки высококонцентрированных стоков. Ужесточение экологических требований и рост цен на энергоресурсы делают для предприятий задачу очистки стоков обычными методами практически не решаемой ввиду высоких цен оборудования и соответствующих эксплуатационных затрат. Поэтому приобрела высокую актуальность технология анаэробного (без доступа воздуха) сбраживания, позволяющая не только очищать высококонцентрированные стоки, но и попутно вырабатывать значительное количество энергии.
Рассматриваемые экологические проблемы можно обозначить на примере ряда производств.
Молокоперерабатывающая промышленность
Проблема – утилизация сыворотки. Даже в случае полного исключения попадания сыворотки в сточные воды, они отличаются повышенной концентрацией загрязняющих веществ. Поэтому сброс этих вод в городскую канализацию в неочищенном виде недопустим.
Пивная промышленность
Для производства пива в течение суток характерны залповые сбросы – значительные изменения количества и концентрации сточных вод. Как правило, концентрация загрязняющих веществ в сточных водах пивных предприятий находится в пределах от 2000 до 6000 мг/л по ХПК (химическое потребление кислорода). Такие стоки считаются высококонцентрированными.
Целлюлозно-бумажная промышленность
Ее производства отличаются очень большим удельным расходом воды на единицу выпускаемой продукции. Разработаны соответствующие мероприятия по сокращению расхода свежей воды, но они приводят к увеличению концентраций загрязняющих веществ в сточных водах. Единственный путь разрешения проблемы – применение метода анаэробной очистки, для которой диапазон допустимых концентраций загрязняющих веществ составляет 1500–60000 мг/л по ХПК.
Биохимические заводы
Сточные воды данных предприятий являются высококонцентрированными по органическим загрязнениям. Существующая стандартная система биологической очистки требует больших энергетических и экономических затрат.
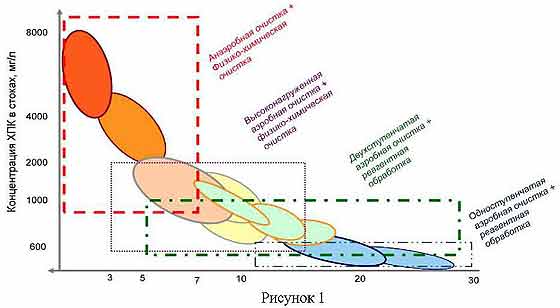 На рисунке 1 показаны ориентировочные диапазоны эффективного применения методов очистки сточных вод. Эти диапазоны определены на основе тщательного анализа существующих методов очистки и с учетом мировых достижений в этой области.
На рисунке 1 показаны ориентировочные диапазоны эффективного применения методов очистки сточных вод. Эти диапазоны определены на основе тщательного анализа существующих методов очистки и с учетом мировых достижений в этой области.
Как видно из рисунка 1, сокращение потребления свежей воды (в кубометрах) на тонну выпускаемой продукции приводит к тому, что концентрация загрязнений в сточных водах предприятия возрастает. Анализируя представленные данные, можно сделать вывод, что при наличии высококонцентрированных сточных вод, колебаний нагрузок по ХПК, жиров (процесс их удаления является проблемой для аэробной очистки) единственный путь решения задачи – применение сочетания анаэробной очистки и физико-химических методов.
Предложенная технология надежна в работе и уже успешно внедрена на семи предприятиях. Важным преимуществом является также легкость ее тиражирования во многих отраслях промышленности. Данное решение основано на применении инновационной технологии анаэробной ферментации высококонцентрированных сточных вод. Технология анаэробной ферментации устойчива к залповым сбросам по органическим веществам, а также к их отсутствию (низкой концентрации загрязняющих веществ по ХПК в стоках), поскольку это не приводит к гибели биомассы микроорганизмов. Очистка сточных вод происходит за счет жизнедеятельности метаногенных бактерий, находящихся в анаэробном реакторе.
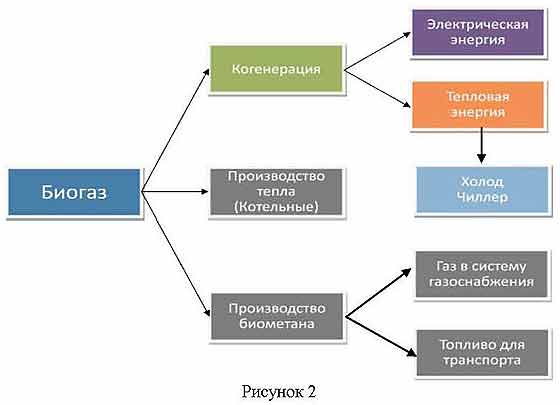 Сточные воды поступают в нижнюю часть анаэробного реактора, где при прохождении через слой гранулированного ила происходит их очистка и образование биогаза. Биогаз является смесью метана, двуокиси углерода и небольшого количества сероводорода, азота, водорода и проч. Получаемый биогаз, отличающийся от природного лишь процентным содержанием метана и двуокиси углерода, обычно используют в тех же целях, что и природный газ. Теплотворная способность биогаза зависит от содержания находящегося в нем метана и составляет 5000–6000 ккал/м3 (25–28 МДж/м3). Возможные варианты применения биогаза представлены на рисуке 2.
Сточные воды поступают в нижнюю часть анаэробного реактора, где при прохождении через слой гранулированного ила происходит их очистка и образование биогаза. Биогаз является смесью метана, двуокиси углерода и небольшого количества сероводорода, азота, водорода и проч. Получаемый биогаз, отличающийся от природного лишь процентным содержанием метана и двуокиси углерода, обычно используют в тех же целях, что и природный газ. Теплотворная способность биогаза зависит от содержания находящегося в нем метана и составляет 5000–6000 ккал/м3 (25–28 МДж/м3). Возможные варианты применения биогаза представлены на рисуке 2.
Самым эффективным решением является использование биогаза для комбинированного производства электрической и тепловой энергии.
Далее – речь о наиболее перспективных отраслях для внедрения означенного производства энергии.
Молокоперерабатывающая промышленность
Стоки молочных предприятий хорошо поддаются очистке анаэробным способом и ввиду высоких концентраций загрязняющих веществ высоки выход и калорийность биогаза. Особенно большой энергетический потенциал имеют предприятия, производящие сыры, так как при их производстве образуется большое количество сыворотки, имеющей высокие концентрации питательных веществ для метановых бактерий.
Пивная промышленность
Стандарт многих крупных пивных компаний – применение анаэробной технологии очистки стоков. Компания «Пенеко» предложила новый тип анаэробного реактора, который способен, к примеру, на пивоваренном заводе, выпускающем 20 миллионов декалитров пива, получать до 2500 кубометров биогаза в сутки. При этом реактор отличается компактными габаритами и надежностью в работе.
Целлюлозно-бумажная промышленность
На ее предприятиях очень большой удельный расход воды на тонну выпускаемой продукции. Разработаны мероприятия по сокращению расхода свежей воды, однако они приводят к увеличению концентраций в сточных водах загрязняющих веществ. Единственный путь исправления положения – применение технологии анаэробной очистки, для которой диапазон допустимых концентраций загрязняющих веществ составляет 1500–60000 мг/л по ХПК.
Биохимические заводы
Сточные воды таких предприятий являются высококонцентрированными по органическим загрязнениям. Предлагаемая технология полностью заменяет существующие очистные сооружения и при этом производит энергоресурс, эквивалентный тому, который потребляется при наличии упомянутых сооружений.
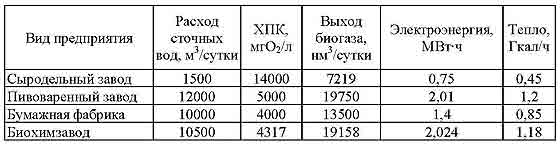
В таблице приведены результаты технологических расчетов, касающихся производств перечисленных выше отраслей промышленности.
Представленная технология востребована на всех предприятиях пищевой и перерабатывающей промышленности.
Ее преимущества таковы:
– экологическая эффективность;
– отсутствие штрафных санкций за превышение норм сброса;
– производство энергии из отходов;
– энергетическая независимость предприятия;
– снижение вредных выбросов в атмосферу;
– низкий срок окупаемости проектов (от 2 до 6 лет);
– низкий срок реализации проектов под ключ (7–8 месяцев).
В настоящее время анаэробные системы биологической очистки активно внедряются на очистных станциях разных стран мира. За последние 10 лет в Европе построено более 3000 биогазовых станций. В 2010 году все биогазовые станции Евросоюза произвели более 25 миллиардов киловатт-часов электрической энергии и около 35 миллиардов киловатт-часов тепловой энергии
Возможные пути стимулирования развития биогазовой энергетики в Беларуси:
– введение «Зеленого тарифа» и механизма продажи биоресурса;
– организация льготного кредитования для реализации биоэнергетических проектов;
– введение налоговых льгот для предприятий, использующих биотехнологии;
– государственное финансирование нескольких пилотных проектов;
– придание объектам биоэнергетики государственного статуса;
– разработка механизма получения средств за счет продажи квот согласно Киотскому протоколу;
– содействие местных контролирующих органов и сбытовых организаций в реализации биоэнергетических проектов.
Подготовил Дмитрий ЖУКОВ, канд. техн. наук
В настоящее время перед промышленными предприятиями остро стоит проблема очистки высококонцентрированных стоков. Ужесточение экологических требований и рост цен на энергоресурсы делают для предприятий задачу очистки стоков обычными методами практически не решаемой ввиду высоких цен оборудования и соответствующих эксплуатационных затрат. Поэтому приобрела высокую актуальность технология анаэробного (без доступа воздуха) сбраживания, позволяющая не только очищать высококонцентрированные стоки, но и попутно вырабатывать значительное количество энергии.
Рассматриваемые экологические проблемы можно обозначить на примере ряда производств.
Молокоперерабатывающая промышленность
Проблема – утилизация сыворотки. Даже в случае полного исключения попадания сыворотки в сточные воды, они отличаются повышенной концентрацией загрязняющих веществ. Поэтому сброс этих вод в городскую канализацию в неочищенном виде недопустим.
Пивная промышленность
Для производства пива в течение суток характерны залповые сбросы – значительные изменения количества и концентрации сточных вод. Как правило, концентрация загрязняющих веществ в сточных водах пивных предприятий находится в пределах от 2000 до 6000 мг/л по ХПК (химическое потребление кислорода). Такие стоки считаются высококонцентрированными.
Целлюлозно-бумажная промышленность
Ее производства отличаются очень большим удельным расходом воды на единицу выпускаемой продукции. Разработаны соответствующие мероприятия по сокращению расхода свежей воды, но они приводят к увеличению концентраций загрязняющих веществ в сточных водах. Единственный путь разрешения проблемы – применение метода анаэробной очистки, для которой диапазон допустимых концентраций загрязняющих веществ составляет 1500–60000 мг/л по ХПК.
Биохимические заводы
Сточные воды данных предприятий являются высококонцентрированными по органическим загрязнениям. Существующая стандартная система биологической очистки требует больших энергетических и экономических затрат.
Как видно из рисунка 1, сокращение потребления свежей воды (в кубометрах) на тонну выпускаемой продукции приводит к тому, что концентрация загрязнений в сточных водах предприятия возрастает. Анализируя представленные данные, можно сделать вывод, что при наличии высококонцентрированных сточных вод, колебаний нагрузок по ХПК, жиров (процесс их удаления является проблемой для аэробной очистки) единственный путь решения задачи – применение сочетания анаэробной очистки и физико-химических методов.
Предложенная технология надежна в работе и уже успешно внедрена на семи предприятиях. Важным преимуществом является также легкость ее тиражирования во многих отраслях промышленности. Данное решение основано на применении инновационной технологии анаэробной ферментации высококонцентрированных сточных вод. Технология анаэробной ферментации устойчива к залповым сбросам по органическим веществам, а также к их отсутствию (низкой концентрации загрязняющих веществ по ХПК в стоках), поскольку это не приводит к гибели биомассы микроорганизмов. Очистка сточных вод происходит за счет жизнедеятельности метаногенных бактерий, находящихся в анаэробном реакторе.
Самым эффективным решением является использование биогаза для комбинированного производства электрической и тепловой энергии.
Далее – речь о наиболее перспективных отраслях для внедрения означенного производства энергии.
Молокоперерабатывающая промышленность
Стоки молочных предприятий хорошо поддаются очистке анаэробным способом и ввиду высоких концентраций загрязняющих веществ высоки выход и калорийность биогаза. Особенно большой энергетический потенциал имеют предприятия, производящие сыры, так как при их производстве образуется большое количество сыворотки, имеющей высокие концентрации питательных веществ для метановых бактерий.
Пивная промышленность
Стандарт многих крупных пивных компаний – применение анаэробной технологии очистки стоков. Компания «Пенеко» предложила новый тип анаэробного реактора, который способен, к примеру, на пивоваренном заводе, выпускающем 20 миллионов декалитров пива, получать до 2500 кубометров биогаза в сутки. При этом реактор отличается компактными габаритами и надежностью в работе.
Целлюлозно-бумажная промышленность
На ее предприятиях очень большой удельный расход воды на тонну выпускаемой продукции. Разработаны мероприятия по сокращению расхода свежей воды, однако они приводят к увеличению концентраций в сточных водах загрязняющих веществ. Единственный путь исправления положения – применение технологии анаэробной очистки, для которой диапазон допустимых концентраций загрязняющих веществ составляет 1500–60000 мг/л по ХПК.
Биохимические заводы
Сточные воды таких предприятий являются высококонцентрированными по органическим загрязнениям. Предлагаемая технология полностью заменяет существующие очистные сооружения и при этом производит энергоресурс, эквивалентный тому, который потребляется при наличии упомянутых сооружений.
В таблице приведены результаты технологических расчетов, касающихся производств перечисленных выше отраслей промышленности.
Представленная технология востребована на всех предприятиях пищевой и перерабатывающей промышленности.
Ее преимущества таковы:
– экологическая эффективность;
– отсутствие штрафных санкций за превышение норм сброса;
– производство энергии из отходов;
– энергетическая независимость предприятия;
– снижение вредных выбросов в атмосферу;
– низкий срок окупаемости проектов (от 2 до 6 лет);
– низкий срок реализации проектов под ключ (7–8 месяцев).
В настоящее время анаэробные системы биологической очистки активно внедряются на очистных станциях разных стран мира. За последние 10 лет в Европе построено более 3000 биогазовых станций. В 2010 году все биогазовые станции Евросоюза произвели более 25 миллиардов киловатт-часов электрической энергии и около 35 миллиардов киловатт-часов тепловой энергии
Возможные пути стимулирования развития биогазовой энергетики в Беларуси:
– введение «Зеленого тарифа» и механизма продажи биоресурса;
– организация льготного кредитования для реализации биоэнергетических проектов;
– введение налоговых льгот для предприятий, использующих биотехнологии;
– государственное финансирование нескольких пилотных проектов;
– придание объектам биоэнергетики государственного статуса;
– разработка механизма получения средств за счет продажи квот согласно Киотскому протоколу;
– содействие местных контролирующих органов и сбытовых организаций в реализации биоэнергетических проектов.
Подготовил Дмитрий ЖУКОВ, канд. техн. наук
