
Комплекс Поток-12 обеспечивает степень измельчения исходных материалов, достаточную для производства пенобетона
Специалистами ЗАО "Национальная финансово-промышленная корпорация" (Краснодар) разработан автоматизированный комплекс для производства тонкомолотых вяжущих и специальных цементов Поток-12. Данный комплекс предназначен для производства тонкомолотых вяжущих (ТМВ), вяжущих низкой водопотребности (ВНВ), сухих строительных смесей, смешанных вяжущих, цветных и специальных цементов, высокоактивных вяжущих, а также низкоактивных вяжущих с использованием техногенных отходов (горельника, породы угольных шахт, золошлаковых отходов, граншлака. Очевиден интерес предлагаемой технологии для производителей строительных материалов из пенобетона, а также для тех, кто собирается организовать у себя на предприятии выпуск этого материала.
В производстве пенобетона должны использоваться только мелкие природные или молотые пески, поскольку тяжелые крупные зерна могут вызвать осадку пенобетонной массы. Как правило, песок для ячеистого бетона должен полностью проходить через сито с отверстиями 0,63 мм, и лишь для пенобетона с плотностью более 800 кг/м3 допускается использование песка крупностью до 1,2 мм. Попытки заменить песок золой-уносом к стабильным результатам не привели. Зола-унос характеризуется неоднородностью химико-минералогического состава и высокой пористостью и дисперсностью. Эти особенности свойств золы способствуют повышенной влагоемкости и замедленной водоотдаче бетонов, их пониженной трещиностойкости и, как следствие, отрицательно влияют на качество готовой продукции. Другие кремнеземистые алюмосиликатные компоненты (трепел, трассы, опока) характеризуются повышенной водопотребностью и в ячеистых бетонах не используются.
Длительные промышленные испытания подтвердили обоснованность применения только мелкого и очень мелкого песка, который надежно обеспечивает требуемую прочность пенобетона на сжатие, а также его требуемую морозостойкость. Но наиболее эффективным в производстве пенобетона явилось использование ТМВ и ВНВ.
Применение в производстве пенобетона автоматизированного комплекса Поток-12 комплексно решает проблемы отсутствия песка нужной фракции и устранения таких отрицательных свойств российского цемента, как ложное схватывание, неоднородность массы, непостоянное качество. Названные неприятности полностью исключаются при использовании ТМВ — производитель обеспечивает себе гарантированный контроль качества сырьевой смеси. В соответствии с заключением НИИ цемента (Россия) прочностные характеристики получаемых ТМВ (ТУ 5738-002-52229157-2000), как правило, не ниже, чем у исходно перерабатываемого цемента (точнее, данное правило выдерживается на 90-95%). В соответствии с данной технологией полностью раскрывается прочностный потенциал клинкерной части цемента, в результате чего в 1,5-3,0 раза увеличивается ресурс вяжущих и значительно (до 50%) сокращается расход цемента.
К примеру, в результате совместной переработки 1 т цемента (примерно 700 RUR) и 1 т песка (примерно 50 RUR) получается 2 т ТМВ стоимостью до 400 RUR за 1 т включая энергозатраты и производственные расходы. Использование тонкомолотых вяжущих в производстве пенобетона дает неоспоримую экономическую выгоду, в том числе сокращение топливно-энергетических, транспортных расходов, и, конечно, значительное снижение себестоимости продукции при неизменном качестве сырьевой смеси.
Автоматизированный комплекс для производства тонкомолотых вяжущих Поток-12 легко вписывается в структуру любых действующих предприятий промстройиндустрии, заводов ЖБИ, КПД, ДСК, цементных заводов и хранилищ. При внедрении комплекса на данных предприятиях его и так невысокая по сравнению с аналогами стоимость сокращается до 30% от первоначальной и приближается к цене нестандартного оборудования, входящего в его состав.
Комплекс идеально подходит для измельчения различного минерального сырья: мела, серы, известняка, гипса, глины. Измельчение осуществляется в прочном закрытом корпусе при высоких скоростях движения рабочих органов и измельчаемого материала. Высокая степень измельчения достигается благодаря многократному соударению частиц перерабатываемого материала с рабочими органами и между собой. При этом благодаря высоким значениям ускорений происходит разрыв частиц и их перетирание.
Комплекс Поток-12 с успехом применяется и в других областях промышленности — например, в дорожном строительстве (в составе асфальтобетонных заводов).
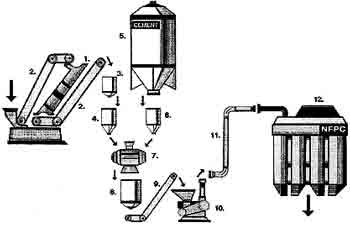
На фото:технологическая схема автоматизированного комплекса для производства тонкомолотых вяжущих и специальных цементов Поток-12:1. Печь. 2. Нория (шнековый транспортер). 3. Приемный бункер. 4. Дозатор песка (сыпучих добавок). 5. Цементная емкость. 6. Дозатор цемента. 7. Смеситель. 8. Приемный бункер. 9. Шнековый транспортер. 10. Помольная установка (совместный помол цемента и песка). 11. Пневмопровод. 12. Цементные силосы.
Подготовил Сергей ЗОЛОТОВ
В производстве пенобетона должны использоваться только мелкие природные или молотые пески, поскольку тяжелые крупные зерна могут вызвать осадку пенобетонной массы. Как правило, песок для ячеистого бетона должен полностью проходить через сито с отверстиями 0,63 мм, и лишь для пенобетона с плотностью более 800 кг/м3 допускается использование песка крупностью до 1,2 мм. Попытки заменить песок золой-уносом к стабильным результатам не привели. Зола-унос характеризуется неоднородностью химико-минералогического состава и высокой пористостью и дисперсностью. Эти особенности свойств золы способствуют повышенной влагоемкости и замедленной водоотдаче бетонов, их пониженной трещиностойкости и, как следствие, отрицательно влияют на качество готовой продукции. Другие кремнеземистые алюмосиликатные компоненты (трепел, трассы, опока) характеризуются повышенной водопотребностью и в ячеистых бетонах не используются.
Длительные промышленные испытания подтвердили обоснованность применения только мелкого и очень мелкого песка, который надежно обеспечивает требуемую прочность пенобетона на сжатие, а также его требуемую морозостойкость. Но наиболее эффективным в производстве пенобетона явилось использование ТМВ и ВНВ.
Применение в производстве пенобетона автоматизированного комплекса Поток-12 комплексно решает проблемы отсутствия песка нужной фракции и устранения таких отрицательных свойств российского цемента, как ложное схватывание, неоднородность массы, непостоянное качество. Названные неприятности полностью исключаются при использовании ТМВ — производитель обеспечивает себе гарантированный контроль качества сырьевой смеси. В соответствии с заключением НИИ цемента (Россия) прочностные характеристики получаемых ТМВ (ТУ 5738-002-52229157-2000), как правило, не ниже, чем у исходно перерабатываемого цемента (точнее, данное правило выдерживается на 90-95%). В соответствии с данной технологией полностью раскрывается прочностный потенциал клинкерной части цемента, в результате чего в 1,5-3,0 раза увеличивается ресурс вяжущих и значительно (до 50%) сокращается расход цемента.
К примеру, в результате совместной переработки 1 т цемента (примерно 700 RUR) и 1 т песка (примерно 50 RUR) получается 2 т ТМВ стоимостью до 400 RUR за 1 т включая энергозатраты и производственные расходы. Использование тонкомолотых вяжущих в производстве пенобетона дает неоспоримую экономическую выгоду, в том числе сокращение топливно-энергетических, транспортных расходов, и, конечно, значительное снижение себестоимости продукции при неизменном качестве сырьевой смеси.
Автоматизированный комплекс для производства тонкомолотых вяжущих Поток-12 легко вписывается в структуру любых действующих предприятий промстройиндустрии, заводов ЖБИ, КПД, ДСК, цементных заводов и хранилищ. При внедрении комплекса на данных предприятиях его и так невысокая по сравнению с аналогами стоимость сокращается до 30% от первоначальной и приближается к цене нестандартного оборудования, входящего в его состав.
Комплекс идеально подходит для измельчения различного минерального сырья: мела, серы, известняка, гипса, глины. Измельчение осуществляется в прочном закрытом корпусе при высоких скоростях движения рабочих органов и измельчаемого материала. Высокая степень измельчения достигается благодаря многократному соударению частиц перерабатываемого материала с рабочими органами и между собой. При этом благодаря высоким значениям ускорений происходит разрыв частиц и их перетирание.
Комплекс Поток-12 с успехом применяется и в других областях промышленности — например, в дорожном строительстве (в составе асфальтобетонных заводов).
На фото:технологическая схема автоматизированного комплекса для производства тонкомолотых вяжущих и специальных цементов Поток-12:1. Печь. 2. Нория (шнековый транспортер). 3. Приемный бункер. 4. Дозатор песка (сыпучих добавок). 5. Цементная емкость. 6. Дозатор цемента. 7. Смеситель. 8. Приемный бункер. 9. Шнековый транспортер. 10. Помольная установка (совместный помол цемента и песка). 11. Пневмопровод. 12. Цементные силосы.
Подготовил Сергей ЗОЛОТОВ
Строительство и недвижимость. Статья была опубликована в номере 34 за 2004 год в рубрике материалы и технологии
