
Эластичная изоляция K-Flex
Окончание. Начало в СиН №№ 39, 40, 41 и 42
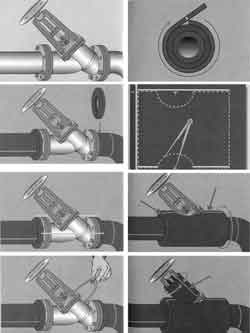
Изолирование вентилей и задвижек

Длина окружности фланцев определяется с помощью полоски материала той же толщины, что и применяемая изоляция. Измеряется расстояние между наружными поверхностями изоляционных колец. Полученные размеры наносятся на лист K-Flex. Вдоль большего размера (длина окружности фланца) проводится средняя линия, делящая полученный прямоугольник пополам.
Измерив диаметр горловины вентиля, вычисляют значение радиуса и вычерчивают два полукруга с центрами в точках пересечения средней линии коротких сторон прямоугольника. Ровно вырезав полученную деталь по контуру, наносят клей на соединяемые кромки.
После того, как клей подсох, вырезанную деталь оборачивают вокруг фланцев вентиля, пропустив его горловину в полученное отверстие. Соединив кромки, сильно сжимают их на очень короткое время.
Измеряют диаметр торцевых фланцев. Обмеряют пластину, отверстие под которую оставляют в изоляционном кольце. Все измерения переносят на лист K-Flex, вырезают изоляционное кольцо и разрезают его с одной стороны. На соединяемые кромки (края разреза) наносят клей. После того, как он подсох, деталь устанавливают на горловину вентиля, соединяют проклеенные кромки, приклеивают внутренние края изоляционного кольца к пластине вентиля. Длина окружности торцевого изоляционного диска измеряется с помощью полоски K-Flex той же толщины.
Полученное измерение переносится на листовой материал. Отрезок делится на 4 равные части. Проводятся разметочные линии, перпендикулярные этому отрезку. Минимальная и максимальная глубины горловины вентиля определяются по месту с учетом толщины изоляции торцевого фланца. Эти глубины (или длины) откладываются по линиям разметки, как показано на рис. 1. С помощью циркуля, используя разницу между длинами отрезков как радиус, проводят пять неполных окружностей с центрами на концах этих отрезков. Далее проводят синусоиду, соединяющую все начерченные дуги. Отрезав материал по окончательной кривой, кромки выпуклых участков скашивают по направлению к внутренней поверхности изоляции K-Flex.
Остальные действия (нанесение клея на подлежащие склеиванию кромки, склеивание всех мест соединения изоляционных дисков всех фланцев с материалом покрытия вентиля и горловины) аналогичны предыдущим.
Изолирование наклонных вентилей
Вначале изолируют трубы, примыкающие к вентилю, вплотную придвинув материал K-Flex. Изоляция фланцев выполняется аналогично тому, как это изложено в разделе “Фланцы” (СиН №42). Измеряется расстояние между наружными поверхностями изоляционных колец, а также от наружной поверхности каждого изоляционного кольца до горловины вентиля. Определяется диаметр горловины вентиля. Длина окружности фланцев определяется с помощью полоски материала той же толщины, что и применяемая изоляция.
Все выполненные измерения переносятся на лист K-Flex, на котором вычерчивается прямоугольник с этими размерами. На двух сторонах прямоугольника откладываются отрезки, равные расстояниям от изолированных фланцев до горловины вентиля (рис. 2). С помощью циркуля через концы этих отрезков проводятся полуокружности.
Полученная деталь вырезается по контуру, после чего ею обклеивается зона, ограниченная фланцами, с пропусканием горловины вентиля через предусмотренное для этого отверстие.
В соответствии с размерами механизма вентиля вырезается прямоугольный кусок K-Flex и устанавливается, как показано на рис. 2.
Из листа K-Flex вырезается кольцо, внешний диаметр которого равен диаметру крана вентиля, а внутренний — диаметру изоляционной муфты на механизме вентиля. Кольцо разрезается с одной стороны и устанавливается, как показано на рис. 3. С помощью К414 соединяются концы кольца и тщательно проклеиваются места соединения кольца с изоляцией на механизме вентиля. Измеряются расстояния (a и b) от изоляции фланцев вентиля до вырезанного кольца с учетом его толщины.
Длина окружности изоляционного кольца измеряется с помощью полоски K-Flex той же толщины. Полученное измерение переносится на листовой материал, после чего от его концов откладываются перпендикулярные отрезки длиной b, от середины — перпендикулярный отрезок длиной а. С помощью циркуля проводятся дуги окружностей (рис. 3), при этом радиус окружности, расположенной в центре, равен четверти диаметра изолированного вентиля. Проводится плавная кривая, соединяющая все дуги, и по ней отрезается материал. Кромки выпуклых участков скашиваются по направлению к внутренней поверхности изоляции K-Flex.
Изготовленная деталь оборачивается вокруг изоляционного кольца механизма вентиля, после чего ее концы склеиваются. Деталь тщательно приклеивается к изоляционному кольцу и к изоляции фланцев вентиля.
По размерам, обозначенным на рис. 3, из материала K-Flex изготавливается съемная цилиндрическая крышка. После примерки крышки все ее детали склеиваются клеем К414.
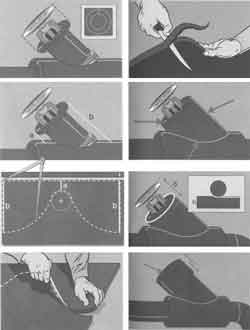
Изолирование резервуаров
Перед началом изолирования резервуара его поверхность тщательно очищается с помощью очистителя K-Flex.
Периметр цилиндрического резервуара измеряется с помощью полоски K-Flex той же толщины, что и применяемая изоляция. После этого определяется высота стенок металлической емкости. Приемы изолирования стенок цилиндрического резервуара аналогичны изложенным в предыдущих выпусках приемам изолирования различных иных цилиндрических поверхностей.
Для изоляции крышки (днища) резервуара необходимо измерить криволинейную поверхность в меридианальном направлении. Для этого используется полоска материала K-Flex той же толщины, что и применяемая изоляция (следует стараться не растягивать ее при измерении).
В случае, если размеры изолируемой поверхности достаточно велики, склеивают вместе несколько листов K-Flex.
На материале вычерчивается окружность радиусом, равным половине размера, полученного при измерении криволинейной поверхности. После того, как начерченный круг аккуратно вырезан, клей К414 наносится на всю поверхность вырезанной детали, а также на крышку (днище) резервуара.
Когда клей подсох, изоляционный круг укладывают на крышку резервуара и аккуратно прижимают изоляцию к поверхности. Приклеивание начинают с центра и постепенно перемещаются к краям.
По тому же принципу, что и все швы материала K-Flex, склеивается шов между кромкой изоляционного круга и соответствующей кромкой цилиндрической изоляции.
Фирмой L'Isolante K-Flex выпускается самоклеящийся листовой материал в рулонах высотой 1000 и 1500 мм.
При изолировании резервуаров с этим материалом работают так же, как изложено выше для изоляции с использованием клея К414. Перед изолированием цилиндрической поверхности аккуратно отклеивают защитную пленку с края листа K-Flex и закрепляют этот край на стенке резервуара. Постепенно отклеивая защитную пленку, прижимают самоклеящийся материал к изолируемой поверхности. Операции при изолировании крышки аналогичны предыдущим — разница состоит лишь в необходимости своевременного удаления защитной пленки.
Изолирование воздуховодов
Перед началом изолирования воздуховода его поверхность тщательно очищается с помощью очистителя K-Flex.
Все операции по наклеиванию изоляции на поверхность воздуховода и склеиванию кромок аналогичны вышеизложенным. Изолируя воздуховод прямоугольного сечения, рекомендуется сначала защитить нижнюю его поверхность, затем — боковые, затем — верхнюю.
То же касается использования самоклеящегося листового материала K-Flex ST 1000/1500 мм и ST Duct. При этом защитная пленка аккуратно отклеивается с одного края листа K-Flex, каковой край закрепляется на поверхности воздуховода в исходной позиции. Постепенно удаляя защитную пленку, прижимают самоклеящийся материал к изолируемой поверхности.
Использование листового материала в рулонах высотой 1500 мм позволяет уменьшить как количество отходов, так и время монтажа изоляции. Раскрой изоляции K-Flex ST 1500 мм вдоль высоты (a) позволяет существенно сэкономить материал по сравнению с его раскроем вдоль длины листа (b).
Клей К414 наносится на всю поверхность отрезанного в соответствии с размерами изолируемого воздуховода листа. Изолируемая поверхность также промазывается клеем, а после того, как он подсох, оборачивается листом K-Flex. На стык материала на ребре воздуховода наклеивается самоклеящаяся изоляционная лента K-Flex.
Еще более технологичен в применении самоклеящийся листовой материал K-Flex St 1500 мм и ST Duct.
Быстро, легко и качественно выполнять монтаж изоляции трубопроводов позволяет использование кусков изоляционного материала K-Flex ST 1500 мм, предварительно выкроенных в заводских условиях.
Производство заготовок с использованием компьютеров дает возможность получать более точные выкройки, чем при выполнении таких же работ вручную.
Подготовил Сергей ЗОЛОТОВ
Строительство и недвижимость. Статья была опубликована в номере 44 за 2003 год в рубрике изоляция
