
Производство листов жесткого негорючего строительного утеплителя типа «Penoplex» на экструзионных линиях
Негорючий, негигроскопический плитный, жесткий, полимерный утеплитель, которого так долго ждали наши строители, отделочники, фасадники, наконец начал производиться из жесткого вспененного полипропиленового экструзионного компаунда.
Производиться он стал в России, с качеством, не уступающим европейским, прошел все сертификации, поступил на стройки и уже по достоинству оценен как простыми строителями, так и высокими министерскими и проектными чинами. Экструзионный материал поступает в продажу под торговой маркой PENOPLEX" cо следующими физико-техническими характеристиками (см. таблицу).
| Деформация | значение | Ед. изм. | Норматив | Марка материала по данному показателю |
| Сжимающая сила | 29-38,5 | Кгс/см2 | Гост 17172 | М35 |
| Сжимающее напряжение прочности при 10 % повороте | 0,4-0,8 | МПа | Гост 17177 | М45 |
| Водопоглощение за 2 часа | 0,15 % от всего объёма образца | 0,2 | ||
| Стойкость к горению | Гост 302444 | Г3/Г4 | ||
| Время самостоятельного горения | сек | Гост 15588 | ||
| С теплопроводность | 0,028-0,03 | Вт/мм | Гост 30 256 |
Теперь при тепловой санации фасадов резко повышается производительность труда, снижаются расходы, листы пеноплекса можно легко резать, сверлить, прибивать к ограждающим конструкциям. Так же легко его можно применять в мансардном строительстве, утеплении кровель и перекрытий, подземных сооружений и пр. - тысячи применений, которым раньше не было ходу из-за запретов пожарников и сравнительной хрупкости. По листам перекрытий Пеноплекса можно даже ходить ( пройдите по нашему зернистому пенополитстиролу от КСИ!)
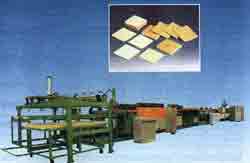
Универсальность толщины листов и их ширины добивается новая универсальная экструзионная линия, с помощью регулируемой фильеры позволяющая получать листы Пеноплекса толщиной до 150 мм и шириной до 3 м с производительностью до 1 т в час ( линия работает круглосуточно).
Данная уникальная линия состоит из мощного экструдера, плоскощелевой экструзионной регулируемой фильеры, устройства для обрезания кромок, роликового транспортера с охлаждаемыми каландрами, тянущего устройства с обрезиненными валками, циркулярной пилы в кожухе на скользящей каретке, складирующего механизма, укладывающего готовые листы на передвижную тележку, систему контроля толщины листа, пульта управления.
При экструзии листов Пеноплекса вспенивающийся разогреваемый экструзионный полипропиленовый компаунд поступает из экструдера, проходит через внутренний фильтр в плоскощелевую фильеру и выходит из нее в виде ленты с микропорами, подаваемой на каландры (гладильный каландр, глянцевый и окончательного охлаждения). Внутри каландров с помощью сложной системы внутренних проточных рубашек и сальников поддерживается необходимая температура, автоматически задаваемая с пульта управления через термопары. Выходя из системы каландров, лента поступает на роликовый транспортер, постепенно охлаждается. Пеноплексовая лента (лист) перемещается обрезиненными валками, проходит через устройство контроля толщины листа и подается к резательному устройству, а потом укладывается в пачки и поступает на склад или к потребителю, которого у экструзионнного Пеноплекса все больше и больше во всем СНГ.
Владимир КОВАЛЬ Extrusion@solo.by
Строительство и недвижимость. Статья была опубликована в номере 23 за 2000 год в рубрике изоляция
